CO2 Recovery
Introduction
The textile industry, known for its fabric design creativity, inevitably generates significant volumes of alkaline wastewater. With pH levels often exceeding 10-11, this poses a critical environmental challenge.
In response to this pressing challenge, Waternext proposes an innovative and forward-thinking solution that leverages a readily available yet underutilized resource: CO2 from chimney smoke. Our approach harnesses this by-product of combustion processes as a neutralizing agent, transforming a waste product into a valuable asset for wastewater treatment. This method not only offers a more sustainable and environmentally friendly alternative to chemical treatments but also represents a significant advancement in cost-efficiency and operational sustainability for the textile industry.

Eco-Friendly Alkaline Wastewater Neutralization with Chimney Smoke CO2
An innovative, environmentally friendly solution to this problem leverages CO2 captured from chimney smoke as a natural neutralizing agent. This method involves dissolving CO2 into the wastewater, where it reacts with alkaline components to form carbonic acid—an acid that gently lowers the pH without the adverse effects associated with mineral acids. The process unfolds in two key phases:

This CO2-based approach not only neutralizes high pH values effectively but also avoids the increase in salinity typically associated with the use of sulfuric or hydrochloric acid. By turning to this natural by-product, we can significantly reduce the environmental footprint of the neutralization process. Moreover, the utilization of chimney smoke CO2 presents a cost-effective alternative to commercial acids, contributing to lower operating expenses for the treatment facility without compromising on performance or compliance with environmental regulations.
Utilizing chimney smoke CO2 for wastewater neutralization offers several advantages:
The smoke which is used in the process is totally Non-Toxic as it is free from chemicals like sulphuric or hydrochloridric acids. Moreover, smoke being organic, makes it risk-free, even if it is overdosed. It doesn’t reduce pH more than neutrality limit (pH 7- 7.5) soda.
Co2 Quantity in the Smoke
- Cost Savings: The adoption of CO2 neutralization in the textile industry makes it possible to eliminate strong mineral acids, such as sulfuric acid, with significant economic savings. Companies can completely eliminate purchasing by reducing operational costs related to wastewater treatment, contributing to the company’s bottom line and environmental sustainability goal.
- Emission Reduction: Adopting advanced CO2 capture technologies from industrial chimneys is an effective strategy for minimizing greenhouse gas emission impacts. The gurgling of smoke in the alkaline water makes it possible the CO2 and particles removal so that the quality of discharge in the atmosphere is much higher and this is a contribution to environment protection, aligning with the Kyoto Protocol’s climate change mitigation goals. By adopting this method, companies can earn green credits, internationally recognized certifications for reducing greenhouse gas emissions. Integrating such practices not only promotes a transition to a low-carbon economy but also supports the development of an environmentally responsible business model, in line with global efforts to combat climate change.
- Operational Efficiency: A significant advantage of CO2 neutralization is its ability to prevent the risk of overdosing, a common issue with strong acids. Overuse of acids can excessively lower water pH, leading to corrosion and efficiency problems in subsequent processes. CO2 neutralization eliminates this risk, allowing precise control of the neutralization process without compromising wastewater treatment quality.
- Improved Water Quality: This method does not increase the levels of sulphates and chlorides in the discharged water, which can allow for a higher percentage of water recovery in treatment processes.
- Safety: Eliminates the need to handle hazardous chemicals like sulfuric or hydrochloric acid, minimizing risks associated with overdosing, as organic acid overdose does not lower pH beyond neutrality (pH 7-7.5).
Implementation of CO2 Neutralization
The implementation of this neutralization system is flexible and can be integrated into existing infrastructures with minimal adaptations. It is essential to conduct a detailed study to tailor the solution to the specific needs of each facility.
How it works:
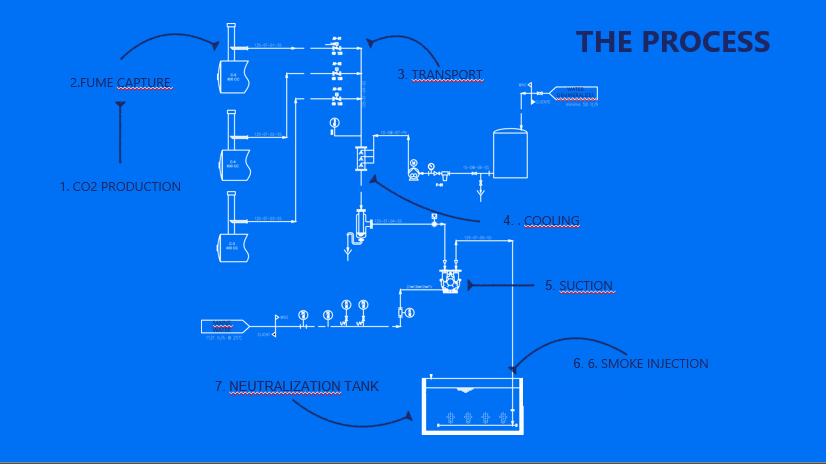
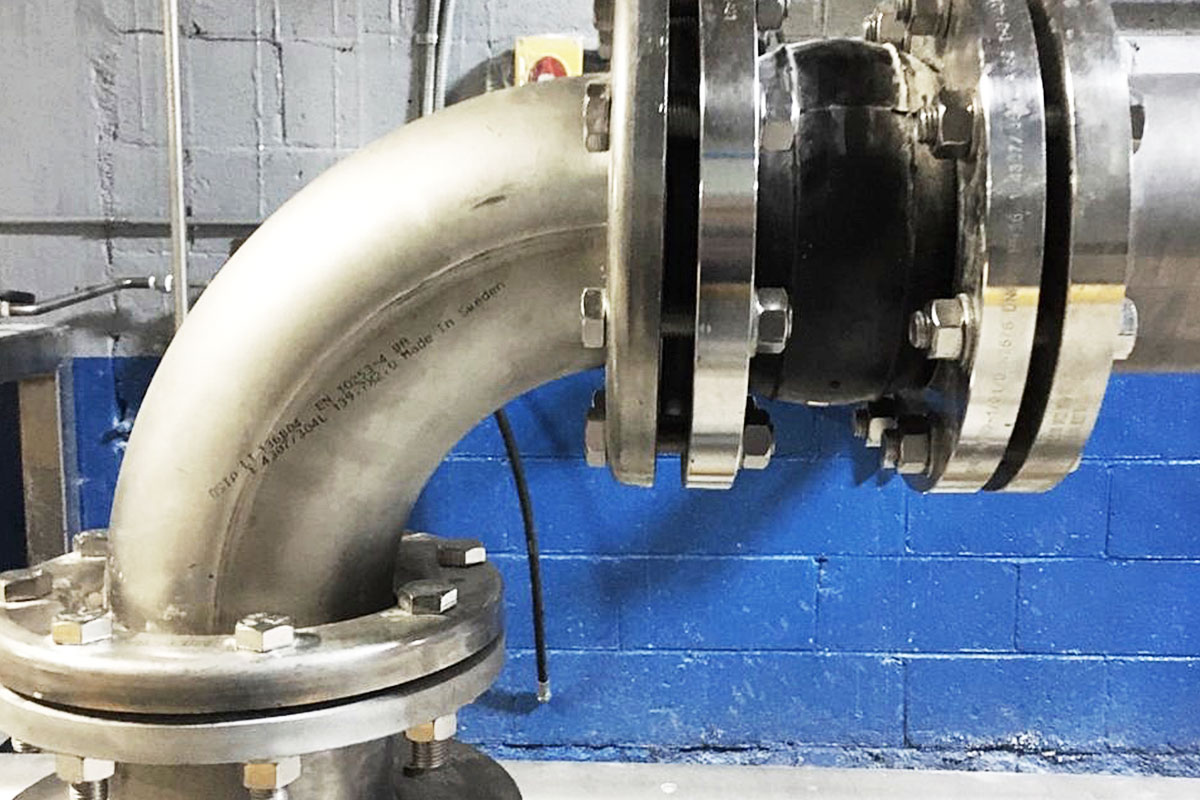
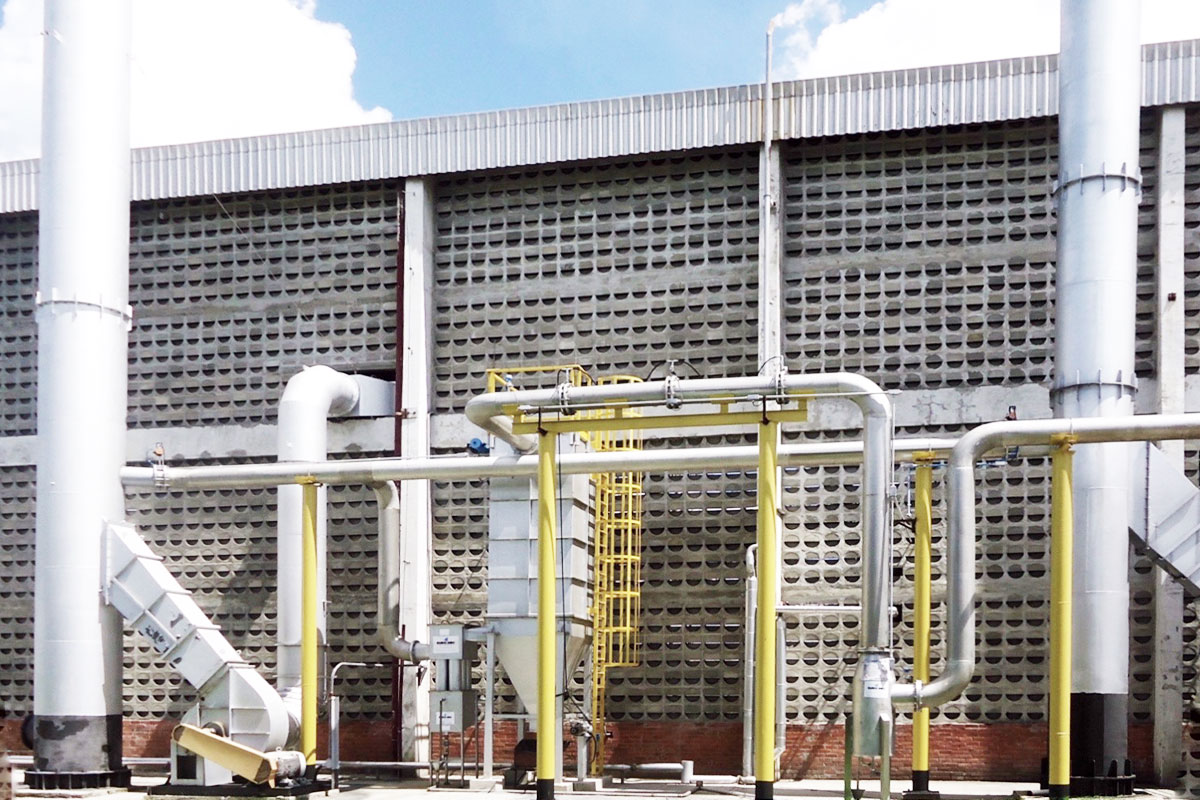
Fume Extraction: Fume extraction occurs directly from the chimney via an AISI 304 stainless steel pipe.

Pneumatic valves: To gather emissions from multiple chimneys and enable extraction from various exhaust lines emanating from boilers or generators by automating the process, these valves ensure efficient gas extraction management. This minimizes manual labour and enhances the safety and environmental compliance of industrial operations.

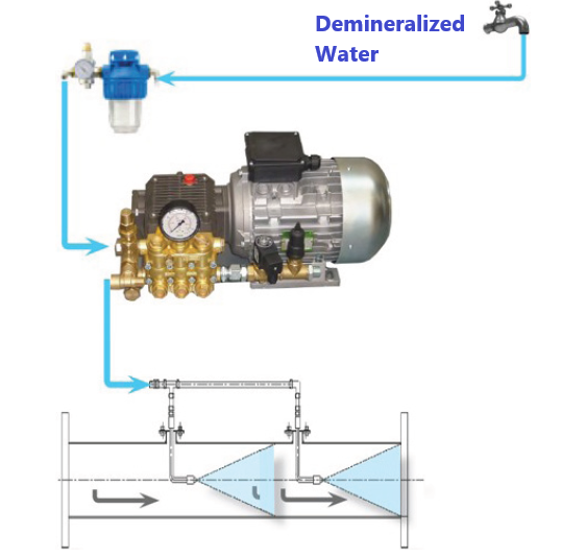
Cooling and cleaning process: is carried out using a sophisticated washing system. This system works by injecting finely atomized water into a washing chamber, via a high-pressure pump, effectively lowering the temperature of the fumes and removing particulates.
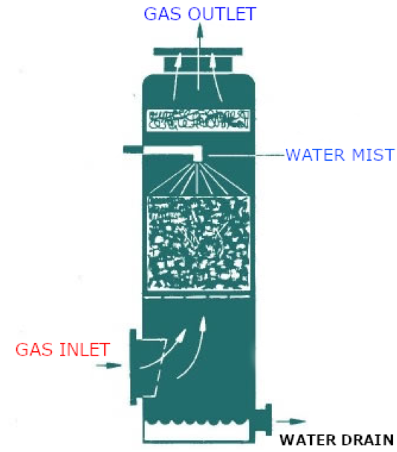
Using water mist allows for more efficient cooling and cleaning, as the fine mist has more surface area to absorb heat and contaminants. This advanced approach not only ensures optimal temperature control, but also significantly improves the removal of pollutants, contributing to a cleaner and more environmentally friendly exhaust system.
Liquid ring pump, the heart of the system: The extraction and compression of fumes into a tank is managed by a specialized Liquid Ring pump, renowned for its exceptional design that allows it to handle corrosive gases efficiently. Utilizing water, to form a sealing ring, the pump creates a vacuum to draw in gases and compress them for injection in tank. Its innovative design enables the aspiration and compression of process gases, effectively preventing corrosion. This makes the Liquid Ring pump an excellent option for safely and efficiently managing corrosive or contaminated gas streams, thereby ensuring the system’s durability and reliability.



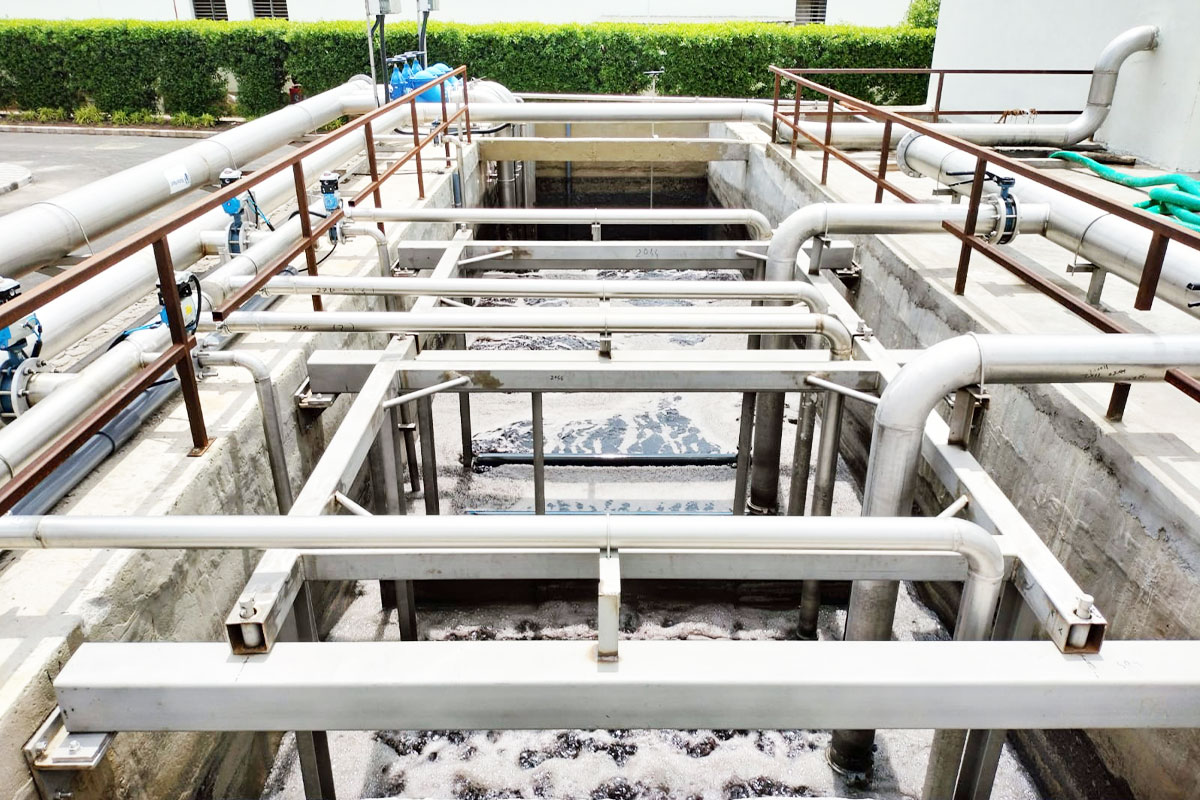
Smoke diffusion: Diffusion of fumes occurs through the use of stainless-steel diffusers. They are positioned in the existing homogenization tank of the system to facilitate the complete dispersion of the smoke throughout the entire volume of water, ensuring uniform and efficient distribution of CO2. The choice of stainless steel for the diffusers not only guarantees durability and resistance to corrosion but also guarantees that the system remains effective over time, optimizing the gas dissolution process and improving the overall efficiency of capturing CO2 from the fumes.

The control panel: of the plant is the central hub for managing and monitoring the entire water treatment process, equipped with state-of-the-art technology to ensure operational efficiency and precision. It features a user-friendly interface that allows operators to easily adjust settings, control the flow of processes, and respond to any system alerts or malfunctions. Integral to this system is the pH meter, a critical tool for monitoring the acidity or alkalinity of the wastewater. This pH meter provides real-time data, enabling operators to make immediate adjustments to maintain optimal conditions within the treatment process, ensuring that the water quality meets the required standards.

This method ensures effective wastewater neutralization with minimal dependence on hazardous chemicals, offering efficiency and safety in wastewater treatment.
More Images